Air Safety
-
Food & Dairy
-
Grain
-
Feed
-
Soil, Science & Environment
-
Discontinued Products
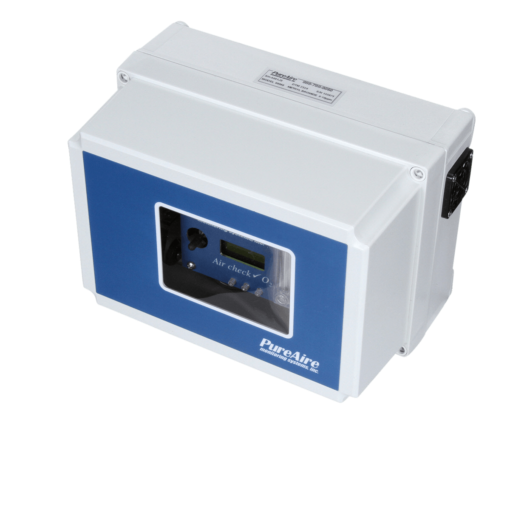
AirCheck Advantage Methyl Bromide Gas Monitor
The Aircheck Advantage Methyl Bromide Gas Monitor is a compact, extractive gas monitoring system that’s ideal for continuously and remotely monitoring gas cabinets, process tools, scrubber systems, and other areas where maintenance access may be limited or undesirable. Featuring a long-life pyrolizer and sample pump, this reliable hazardous gas detection system significantly reduces the labor and downtime commonly associated with gas detector maintenance and service.
- Detects Methyl Bromide at TLV Levels
- Enhanced Self-diagnostic Capability Decreases Downtime and Maintenance Costs
- “Smart” Sensor Electronics Continuously Checks Sensor and System Status
- Built-in User Selectable Local Dual Level Alarms with Relay Output
- Local Digital Display
- 4-20 mA Analog Output
- Low-cost Renewable Sensor
The instrument’s “smart” circuitry continuously monitors sensor cell status and sampling system performance. Continuous sensor cell operation is transmitted via 4-20 mA signal to PureAire controllers, PLC’s or remote alarm systems. Should a system error occur, the AirCheck Advantage outputs a 2 mA signal to remote alarm/control systems to immediately alert control room personnel.
The heart of the system is a smart renewable sensor cell linked to a compact pyrolizer. The sample is drawn through the pyrolizer where Methyl bromide is thermally decomposed and converted into another gas that is more easily detected electrochemically. Unlike competitive Methyl bromide detectors, which measure at the percent LEL levels, the AirCheck Advantage measures at the PPM OSHA TLV levels.
#: 99088 0-10ppm
#: 99072 0-20ppm
• Agricultural
• Pest Control
• Fumigation Chambers